
|
|
|
|
Перейти на главную » Журналы 0 ... 3 4 5 6 7 8 9 ... 179 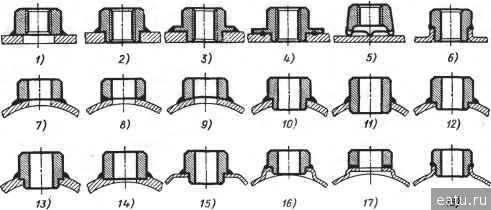 Рис. 14. Приварка втулок ция и выгодно отличается от конструкции 10 тем, что в ней фланец зафиксирован в радиальном и осевом направлениях. Соединение роликовой сваркой (вид 12) применяют, когда диаметр трубы позволяет ввести роликовый электрод внутрь трубы. На видах 13, 14 показаны применяемые для присоединения фланцев большого диаметра способы сварки на раструб. ПРИВАРКА ВТУЛОК На рис. 14, 1-6 показаны способы присоединения резьбовых втулок к плоским листам. В конструкции 1 втулка не центрирована относительно листа. Внутренняя нарезная поверхность втулки при сварке деформируется. Первый недостаток исправлен в конструкции 2. В наиболее целесообразной конструкции 3 сварной шов отдален от тела втулки. Точечную или роликовую сварку (вид 4) применяют при больших диаметрах втулок. Стыковая контактная сварка (вид 5) отличается высокой производительностью и не портит резьбу. Тонкостенные листы целесообразно отбор-товывать по контуру втулки (вид 6). На видах 7-18 показаны способы приварки втулок к стенкам цилиндрических обечаек. Приварка втулки плоской поверхностью к цилиндрической поверхности (вил 7) нецелесообразна, так как втулка при сварке перекашивается, шов получается неопределенным и переменным по толшине. Несколько лучше конструкция 8, где торец втулки заправлен фаской, что обеспечивает более определенную форму шва. Конструкция 9 с обработкой поверхности втулки по цилиндру радиусом, равным радиусу обечайки, нетехнологична и неприменима, если требуется центрировать втулку в обечайке. На видах 10 - 14 показаны способы приварки с центрированием втулки. В конструкции -10 шов получается переменным по толшине. В конструкции и, где втулка пропушена" в отверстие обечайки насквозь, требуется поддержка втулки при сварке или предварительная прихватка втулки. Возможен перекос втулки при установке. Если стенка обечайки достаточно толста, можно обеспечить правильное соединение снятием лыски (вид 12) или подторцовкой стенки (виды 13, 14). При тонкостенных обечайках правильный шов можно получить посредством местной деформации стенки (виды 15 - 17). Рис. 15. Приварка фланцев к обечайке 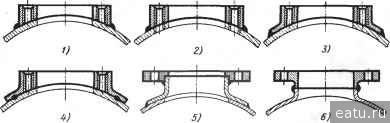 Наиболее целесообразна конструкция 18 с отбортовкой стенок обечайки и последующей обработкой или зачисткой торца отбор-товки. На рис. 15 показаны способы приварки круглых фланцев к цилиндрическим обечайкам. В конструкции 1 присоединяемая поверхность фланца обработана на цилиндр. Во избежание поводки резьбовых отверстий последние обрабатывают после сварки (вид 2). В конструкции 3 сварной шов отделен от тела фланца буртиком, выполненным заодно с фланцем. Такие фланцы изготовляют штамповкой. Приварка фланца точечной сваркой (вид 4) затруднена из-за пространственного расположения шва. Еще сложнее присоединение с помощью роликовой сварки. На видах 5, 6 изображены способы приварки фланцев к тонкостенным обечайкам. ПРИВАРКА СТЕРЖНЕЙ Стержни приваривают к массивным деталям и тонким листам обычно с помощью контактной сварки. Этот способ часто применяют для крепления шпилек к стальным деталям и деталям из высокопрочных чугунов. При серийном производстве приварка значительно выгоднее обычного способа крепления шпилек на резьбе. Для уменьшения расхода электроэнергии и брызгообразования сварку производят по ограниченному периметру или по точкам. Торцы стержней заправляют по сфере 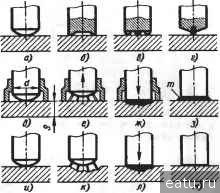  н) о) п) р) Рнс. 16. Приварка стержней (рис. 16, а), снабжают кольцевыми ободьями (вид 6) или выступами (вид в). Стержни большого диаметра (более 8 мм) сваривают с применением флюсов. В массовом производстве в стержни заранее заделывают вставки из твердого флюса (вид г). Сварку оплавлением применяют для приварки стержней диаметром до 25 мм. Сварку ведут с применением флюса. На стержень надевают керамическую втулку (виды д - ж), удерживающую расплавленный флюс и металл и ограничивающую контур шва. Стержень под напряжением подводят к месту приварки (вид д\ зажигая дугу, после чего отводят на расстояние 0,5 -1 мм (вид е) и выдерживают в этом положении в течение времени, достаточного для расплавления металла стержня и детали. Затем стержень осаживают, погружая в ванну расплавленного металла (вид ж\ в результате чего стержень приваривается всем сечением (вид з). Продолжительность процесса 0,1 - 1 с. Образующийся на периферии стержня кольцевой наплыв m перекрывают при соединении деталей, применяя отверстия увеличенного диаметра, снабжая кромки отверстия фасками или устанавливая на стыке толстые прокладки. При приварке к листам без поддержки минимально допустимая толщина листа s а; 0,5rf (где rf-диаметр стержня); при сварке с поддержкой J « 0,3</. Во избежание шунтирования тока расстояние между смежными стержнями должно быть не менее (3 -3,5)d. Способ конденсаторной сварки с импульсным разрядом не требует применения флюса и допускает соединение деталей из разнородных материалов. Стержень прижимают пружиной к листу (вид «) и подают электроимпульс, расплавляющий металл на стыке (вид к). С помощью пружины стержень погружается в расплавленный металл (вид л), образуя соединение без наплывов (вид jm). Разновидность процесса - сварка расплавлением специального элемента детали (виды н-р). Конденсаторной сваркой можно приваривать стержни диаметром до 10 мм. Толщина листа и расстояние между стержнями практически не ограничены. Продолжительность процесса исчисляется миллисекундами. Автоматические сварочные машины имеют производительность до 1СЮ приварок в минуту. СВАРНЫЕ РАМЫ На рис. 17, 1 - 18 показаны способы сварки рам из уголков. - 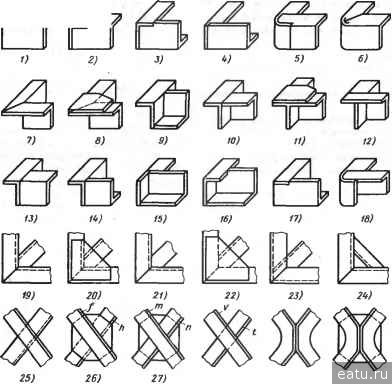 гВ) 29) 30) 4о; «г; 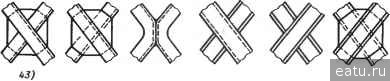 <<; 45; 45; 47; Рис. 17. Сварка рам иэ профилей Наиболее употребительны соединения с расположением уголков вертикальными полками наружу, обеспечивающие гладкую наружную форму рамы (виды 1-6). Чаще всего применяют стыковое соединение со скосом кромок под углом 45" (вид 1). Зна- чительно сложнее соединения с вязкой угла по вырезам в полках уголков (виды 2-4). На виде 5 показаи способ вязки кромок со скруглением наружного угла соединения. Прочное соединение получается также при сгибе уголков по целой стенке с разрезкой по- 0 ... 3 4 5 6 7 8 9 ... 179 |






