
|
|
|
|
Перейти на главную » Журналы 0 1 2 3 4 5 6 7 ... 179
Отдалять обработанные поверхности от сварочной зоны. Точные поверхности обрабатывать после сварки Приварка резьбового штуцера Резьба удалена от сварного шва на расстояние /, достаточное для предотвращения оплавления резьбы  Приварка пальца 1. Сварной шов удален от обработанной поверхности. 2. На пальце дан припуск, снимаемый после сварки §1 .050  Приварка втулки 1. Во избежание поводки отверстия сварной шов отнесен от тела втулки. 2. Отверстие обрабатывается начисто после сварки Я>20И7 q,70H7  При сварке деталей различного сечения предусматривать тепловые буфера, предупреждающие возникновение термических иапраженин Приварка рубашки к цилиндру Рубашке придана по- датливость с помощью гофра При сварке замкнутых полостей предупреждать коробление стенок в результате образования вакуума при остывании Приварка кольцевого профиля жесткости 10 к обечайке 11 В профиле предусмотрено вентиляционное отверстие я  Сварной поплавок В поплавке предусмотрено отверстие q, завариваемое после остывания поплавка Не соединять сваркой детали, закаленные и подвергнутые хпмико-термической обработке Присоединение закаленного наконечника к трубчатому штоку 1. Присоединение электрозаклепками. 2. Сварка заменена запрессовкой. 3. Головка mstJSO стеллитирована  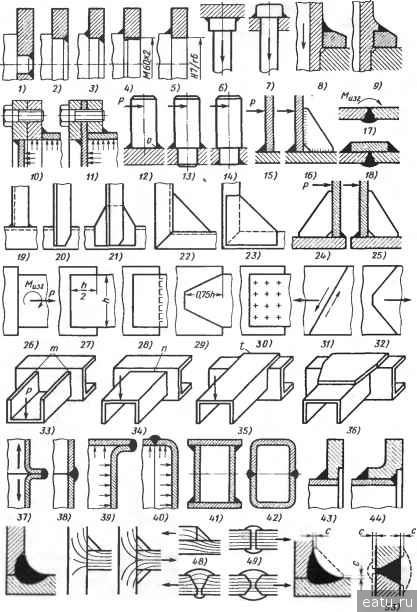 U6) It!) 50) 51) 52) Рис. 8. Упрочнение сварных конструкций В узле крепления крышки к обечайке цилиндрического резервуара, нагруженного внутренним давлением (вид 70), сварные швы крышки и обечайки подвергаются изгибу и сдвигу силами давления. В улучшенной конструкции 11 сварной шов обечайки разгружен заведением обечайки во фланец, а шов днища - зажатием днища между фланцами обечайки и днища. Силовые швы следует нагружать предпочтительно на сдвиг и растяжение, устраняя изгиб. Конструкция 12 приварного стержня нагруженного поперечной силой Р, нецелесообразна. Сила Р, повертывая стержень вокруг точки О, вызывает высокие напряжения растяжения в области, противоположной этой точке. Кроме того, шов подвергается сдвигу. Несколько лучше конструкция 13, где стержень центрирован в гнезде детали, благодаря чему шов разгружен от сдвига. Однако опасное сечение стержня ослаблено сварным швом. В конструкции 14 изгиб и срез силой Р воспринимают целые, не ослабленные сваркой сечения стержня. Шов практически разгружен от действия силы и служит только для фиксации стержня в детали. Шов приварной стенки (вид 15), изгибаемой силой Р, целесообразно разгрузить введением ребра (вид 16). Изгиб стыкового шва (вид 17) можно устранить введением накладки (вид 18), швы которой работают преимущественно на растяжение. Стыковой шов в этой конструкции работает на сжатие. Стыковое соединение уголков (вид 19) недостаточно прочное. Целесообразнее сваривать уголки по плоскости полок (вид 20) с усилением (для тяжелых условий работы) косынками (вид 21). Косынки целесообразно приваривать не встык (вид 22), а внахлестку (вид 23). Приварные ребра рекомендуется располагать так, чтобы они работали не на растяжение (вид 24), а на сжатие (вид 25), что практически полностью разгружает сварные швы. На видах 26-29 показано последовательное усиление листового соединения, нагруженного растягивающей силой Р и изгибающим моментом Мизг- Сравнение прочности различных конструкций приведено в табл. 3. 3. Сравнение прочности сварных соединений
Прочность стыкового соединения 26 принята за единицу. Приварные листы, накладки, косынки и т. д. большой протяженности и малой толщины целесообразно, помимо обварки по контуру, соединять с основной деталью точечной сваркой (вид 30) во избежание отставания листов при деформациях системы. Косые швы соединения внахлестку (вид 31), подвергающиеся растяжению, испытывают дополнительные нагрузки от сдвига вдоль линии шва. В уравновешенном соединении с двусторонним скосом (вид 32) швы разгружены от сдвига. На видах 33-36 показаны конструкции узла сварки швеллеров. В соединении со швеллером, расположенным полками вверх (вид 33), верхние участки т вертикальных сварных швов подвергаются высоким напряжениям растяжения от действия силы Р. В конструкции со швеллером, расположенным полками вниз (вид 34), силу воспринимает горизонтальный шов и большой протяженности; слабые конечные участки вертикальных швов испытывают сжатие. В конструкции с присоединением швеллера в шип (вид 35) сварные швы разгружены от изгиба силой Р; изгибающий момент воспринимают фланговые швы и поперечный шов t, испытывающий сдвиг. На виде 36 изображено соединение, усиленное косынкой. Следует избегать внецентренного приложения сил, вызывающего изгиб шва. Отбортованные швы в узлах, подвергающихся растяжению (вид 37), испытывают изгиб. Целесообразнее конструкции со стыковым швом (вид 38). В узле приварки днища к цилиндрическому резервуару с отбортовкой (вид 39) сварной шов под действием внутреннего давления подвергается изгибу. Стыковой шов (вид 40) испытывает преимущественно растяжение. Следует избегать расположения сварных швов в зоне высоких напряжений. В сварных балках, подвергающихся изгибу, целесообразно располагать швы не у полок (вид 41), а у нейтральной линии сечения (вид 42), где нормальные напряжения имеют наименьшую величину. В соединениях, подверженных действию циклических и динамических нагрузок, следует избегать расположения сварных швов на участках концентрации напряжений, например в переходах от одного сечения к другому (вид 43). Шов в этих условиях подвергается повышенным напряжениям. Кроме того, повышается концентрация напряжений вследствие неоднородности структуры шва Улучшенная конструкция приведена на виде 44. Если вывести шов за пределы участка концентрации напряжений невозможно, то рекомендуется применять вогнутые швы (вид 45) с глубоким проплавлением, достигаемым сваркой короткой дугой. 0 1 2 3 4 5 6 7 ... 179 |
|||||||||||||||||||||||||||||||||||||






