
|
|
|
|
Перейти на главную » Журналы 0 ... 13 14 15 16 17 18 19 ... 179 вают пуансоном 1 в тонком (вид а) или в толстом (вид 6) листе с образованием замыкающей головки матрицей 2, устанавливаемой со стороны, противоположной движению пуансона. Узлы крепления облицовочных листов к массивным деталям с помощью заклепок (вид в) или болтов (вид г) усиливают пластической деформацией облицовки на участках присоединения. На рис. 60, а, б показан применяемый для установки зубчатых колес и других дисковых деталей на ступенчатых валах способ крепления развальцовкой материала в конические выточки дисков. Вид в - фиксация ступицы на валу с помощью расплющиваемой щайбы J, вид г - крепление диска путем расчеканки в кольцевую выточку на валу, виды д, е, ж - крепление гильз на валу путем зачеканки в углубления, в кольцевую выточку, на щлицы. ФАЛЬЦЕВЫЕ СОЕДИНЕНИЯ Соединения в фальц применяют для скрепления тонколистовых материалов толщиной от нескольких десятых миллиметра (жесть) до 1 - 2 мм. На рис. 61 показаны фальцевые соединения, применяемые для стыковки тонкостенных труб и обечаек. Наиболее употребительно сс единение (рис. 62) с отбортовкой кромок деталей (вид а). Jit JSL Pnc. 61. Фальцевые соединения труб формированием замка (вид б), отгибом и расплющиванием замка с образованием четы-рехслойного щва (вид в). Виды г - е - фальцевое соединение с накладкой из полоски листового материала, виды ж -л - усиленное фальцевое соединение ще-стислойным швом (полуторный фальц), виды Л1 - р - соединение семислойным швом. На рис. 62 показаны конструкции фальцевых соединений, применяемых для скрепления плоских листов и образования продольных швов цилиндрических обечаек. На рис. 63 изображены способы фальцевого присоединения днищ и крышек к цилиндрическим обечайкам. Конструкции а, б применяют для соединения сравнительно толстостенных изделий (0,5-2 мм). Жестяные изделия соединяют фальцовкой с образованием трехслойного (виды в -ai), четырехслойного (виды н -и), пятислойного (виды р-т) или семислойного (виды у - ч\ 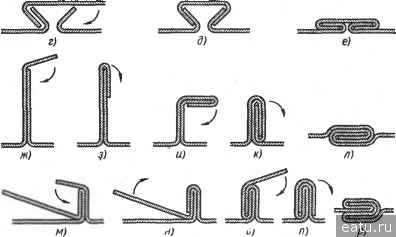 Н) о) Рнс. 62. Фальцевые соединении 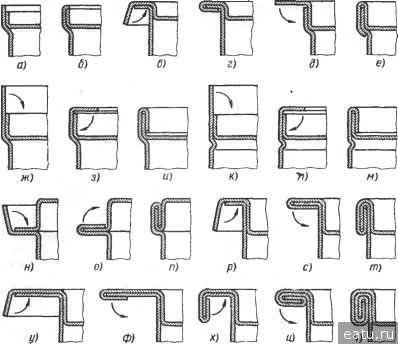 Рнс. 63. Фальцевые присоединешя крышек 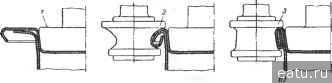 а) в) Рис. 64. Схема механизш ион закатки ШВОВ. Шов расш1ющивают на последней операции с упором на центральную оправку, заводимую в углубление днища. Наиболее распространена фальцовка по видам р - т. На рис. 64 показана схема механизированной закатки таких соединений на роторных многопозиционных закаточных машинах. Закатка производится в патронах, состоящих из центральной оправки 1 и закаточных роликов 2, i, совершающих планетарное движение вокруг изделия. Обычно применяют два ролика, диаметрально расположенных по периферии. Начальная стадия операции показана на виде а- Прикатываемая крышка подается с предварительно завитыми кромками; кромки обечайки предварительно отбортовывают. Сначала к изделию подводят ролики 2 первой операции (вид б), формирующие шов, затем ролики 3 второй операции (вид в), расплющивающие и уплотняющие шов. Ролики первой и второй операций обычно устанавливают в шахматном порядке на одном патроне. В процессе вращения ротора автоматически сближаются и раздвигаются ролики сначала первой операции, потом второй. Многопатронные закаточные машины, работающие по описанной схеме, имеют производительность до 500 изделий в минуту. 4. КРЕПЕЖНЫЕ СОЕДИНЕНИЯ виды КРЕПЕЖНЫХ СОЕДИНЕНИЙ В машиностроении применяют три основных вида резьбовых крепежных соединений: 1) болтами с гайками (рис. 65, Л; 2) ввертными болтами (винтами) (рис. 65,11.111); 3) шпильками (рис. 65,IV.V). 1. Соединение болтами применимо только при возможности выполнения сквозных отверстий в стягиваемых деталях. Монтаж болтов соединений не особенно удобен: требуется страховка болта от проворачивания при затяжке гайки. Желательна фиксация болта в осевом направлении при затяжке. При монтаже приходится манипулировать двумя деталями - болтом и гайкой. 2. Соединение ввертиыми болтами применяют при глухом нарезном отверстии (рис. 65,11), когда невозможно применить болт с гайкой, или при сквозном нарезном отверг стии (рис. 65, Ш), когда возможна установка болта только с одной стороны соединения. Ввертные болты по конструкции аналогичны болтам с навертной гайкой. Деталь с нарезным отверстием должна быть выполнена из материала, который хорошо держит резьбу (например, стали, ковкого и высокопрочного чугуна, титанового сплава, бронзы). В деталях из мягких сплавов (алюминиевых, магниевых, цинковых и т. д.) требуется введение промежуточных нарезных втулок (фу-торок) из более твердого металла. Нежелательно выполнение нарезных отверь стий в деталях из серого чугуна для часто разбираемых соединений (резьба в сером чугуне склонна к выкрашиванию и быстро изнашивается), а также в деталях из коррозионно-стойких сталей (нарезание резьбы сопряжено с большими трудностями из-за вязкости сплава). При износе резьбы деталь с нарезным отверстием выходит из строя, исправить ее можно только установкой нарезных втулок (если это допускает конструкция детали). Соединение имеет определенное ограничение по высоте стягиваемых деталей: осуществить правильную затяжку длинных болтов затруднительно из-за неустранимого скручивания стержня болта при затяжке. При сборке и разборке манипулируют одной деталью - болтом, что представляет определенное преимущество перед болтовым соединением, где приходится манипулировать болтом и гайкой. 3. Соединение шпильками в основном применяют для деталей из мягких (алюминиевых и магниевых сплавов) или хрупких (серого чугуна) материалов, а также при глухих или сквозных нарезных отверстиях (рис. 65, IV, V) в случаях, когда невозможна установка ввертных болтов. Ввертный конец шпильки устанавливают в нарезном гнезде наглухо и притом по большей части с натягом. В этих условиях резьбовое соединение детали даже из мягких металлов получается достаточно надежным. 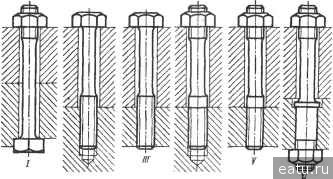 Рис. 65. Основные разновидности крепежных соединений 0 ... 13 14 15 16 17 18 19 ... 179 |






