
|
|
|
|
Перейти на главную » Журналы 0 ... 3 4 5 6 7 8 9 ... 175 Пресс для пластика иредстаьлен па рис. 2.2. Контейнер содержит расплавленный пластический материал; температура пластика должна поддерживаться в пределах узкого диапазона. Управляющий компьютер периодически считывает текущую температуру и рассчитывает тепло, необходимое для ее поддержания на требуемом уровне. Тепло поступает от нагревательного элемента, управляемого компьютером. Время его работы согласовано с количеством тепла, которое необходимо подвести. Нижняя часть пресса состоит из порппгя, выталкивающего определенное количество расплавленного пластика через насадку. Когда поршень находится в крайнем правом положении, цилиндр заполняется пластиком. Затем поршень быстро перемещается влево, выдавливая требуемое количество пластика. Положе1н-1е поршня контролирует и.мпульсиый датчик, генерирующий определенное число импульсов на каждый миллиметр перемещения, а объем выдавливаемого пластического материала определяется числом импульсов за время перемещения. Движение поршня прекра-Н1ается при достижении заданного числа импульсов. Чтобы обеспечить приемлемую производительность, температура пластика должна иметь заданное значение к тому мо.меиту, когда поршень при движении вправо лн1нует выходное отверстие контейнера. Ко.мпьютерная система должна регулировать температуру и движение поршня одновреметго. Значет-ie температуры поступает в виде непрерывного сигнала от датчика. Положите поршня рассчитывается исходя из числа импульсов. Кроме того, еще два датчика генерируют двоичные сигналы при достижении поршнем крайнего положения. Компьютер не содержит отдельного внутреннего интервального тай.мера и поэтому должен отсчитывать время с помощью счетчика сигналов от BHCHHiero источника времени. 2.1.2. Управление на основе последовательного программирования Поньггаемся проанализировать следуюп1;ую проблему: могут ли задачи управления в реально.м времени решаться с помоп1ью последовательного программиро-ват-1я. Блок-схема регулирования Te.NUiep,! гуры представлена на рис. 2.3. Про-гра.м.ма считывает температуру пластика каждые 10 секунд, определяет необходи.мое время нагрева (переменная heattime), включает нагреватель и затем переходит в цикл занятого ожидания {busy loop) обновления счетчика времени (переметая С), во время которого компьютер не может выполнять никакие другие онерании. Очевид110, что зто не самое эффектив1Н)е использование ко.мпь-ютера. Ллгорит.м унравле1Н1Я перемещением поршня показан на рис. 2.4. Компьютер выдает команду начать движение вправо, затем непрерывно контролирует информацию от датчика конечного положения до тех пор, пока не получит сигнал о том, что оно достигнуто. Затем начинается обратное движение поршня влево, при этом компьютер должен в цикле занятого ожидания ждать очередного и.\Н1ульса и cy.M.Nn-ipo-вать их (счетчик импульсов обозначен п). Цикл считается завершеишлм при достижении заданного числа и.\Н1ульсов (переменная pulse ref). Затем весь цикл повторяется сначала. Так же как и при регулировании температуры, ко.мпьютер не может выполнять других онераний, пока он находится в никле ожидания очередного импульса. начало - измерить температзфу - рассчитать требуемую величину проводимого тепла - установить переменную heat time< 10 - включить нагреватель С=С+ 1 выключить нагреватель 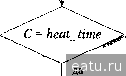 ждать 1 секунду 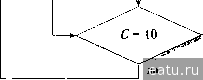 Рис. 2.3. Блок-схема регулирования температуры пластика Каждую из двух задач можно решить непосредственно с помощью последовательного кода. По объединить их в одной программе непросто. Циклы взаимного ожидания использовать нельзя, так как управляемый процесс не позволяет длительных задержек, а исполнение одной задачи ие должно быть связано с другой. В принципе можно обойтись и без циклов ожидания. Однако программа при этом будет все время переключаться .между двумя залача.\п-1 и проверять, какая задача должна исполняться следующей, станет громоздкой и сложной для анализа. Попытка последователь него расположения блоков инструкций, исполнение которых фактически должно быть параллельным, порождает взаимосвязи между практически иезависи.\п.!Мй функциями. 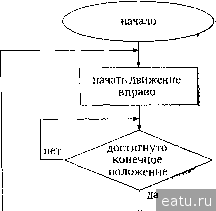 - остановить поршень - И = О [сбросить счетчик импульсов] - начать движение влево 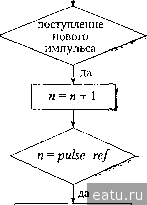 остановить поршень Рис. 2.4. Блок-схе.ма управления движением поршня пресса для пластика 2.1.3. Управление на основе прерываний Главная сложность програ.ммы управления прессом - необходимость организации переключения между задачами. На практике проблема решается с помощью двух независимых программ, выполняемых на одной машине: одна - регулирует температуру, а другая - управляет перемещением норптя. Метод сигнализации, называе.\п.1Й прерыванием, используется для переключения ЦП с исполнения одной задачи на другую. С помонп>ю прерываний циклы ожидания ,\и)жно заменить на ожидание прерывания. 0 ... 3 4 5 6 7 8 9 ... 175 |






