
|
|
|
|
Перейти на главную » Журналы 0 1 2 3 4 ... 179 Ацетилено-кислородная  Производится в восстановительном пламени инжек-ционной горелки. Присадочным материалом служат проволока и прутки из металла, близкого по химическому составу к металлу свариваемых деталей. Качество соединения ниже, чем при дуговой сварке. Ацетилено-кислородную сварку используют преимущественно для соединения деталей из углеродистых сталей в мелкосерийном производстве, а также в полевых условиях. Широко применяют ацетилено-кислородную резку, отличающуюся большой производительностью и более высоким качеством реза, чем дуговая резка Газопрессовая Соединяемые кромки нагревают кислородно-ацетиленовым пламенем и сдавливают с помощью осадочного механизма. Способ широко применяют для сварки магистральных труб в полевых условиях с нагревом стьпса кольцеобразно расположенными горелками Термитная 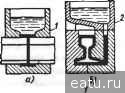 Способ применяют преимущественно для сварки конструкций в полевых условиях. Источником теплоты является экзотермическая реакция восстановления оксидов железа алюминием (алюминиевые термиты). Зачищенный стык свариваемых деталей заключают в разъемную керамическую форму / (эск. а) с термитом, который поджигают фосфорным запалом. В результате реакции образуются оксид алюминия, всплывающий в виде шлака, и расплавленное железо, заполняющее зазор в стыке. Сварку довершают сжатием стьпса. Более совершенный способ - сжигание термита в отдельной форме 2 и заливка стыка расплавленным железом (эск. б). Для соединения линий воздушных передач применяют муфельную сварку магниевым термитом (смесь оксидов железа с магнием). Концы проводов вводят в муфель 1 (эск. в) и сдавливают винтовым зажимом Трением Осуществляется теплотой, выделяющейся при вращении одной из свариваемых деталей (/) относительно неподвижной другой (2) под осевой силой. Способ применяют для сварки встык мелких деталей, преимущественно цилиндрических Взрывом Применяют для присоединения тонких листов к массивным (плакирование стали медью, латунью, титановыми сплавами и др.). На поверхность свариваемых деталей 1, 2 укладывают слой взрывчатого вещества 3 (аммонит) и взрывают детонатором. Под давлением взрыва лист прочно соединяется с основным материалом Печная  а) 6) Применяют для соединения деталей на цилиндрических поясах (присоединение фланцев к трубам, соединение труб в рамных конструкциях). На стыке соединяемых деталей укладьшают бронзовое или латунное кольцо У (эск. а) или смазывают стык пастой из порошкообразной бронзы и флюса (эск. б). Подготовленные изделия нагревают в электропечи в восстановительной атмосфере (природные газы) до температуры 1100-1150 °С Холодная прессовая 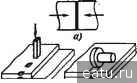 Применяют для соединения пластичных металлов (Си; Ni; А1; Zn; Cd и др.). Зачищенные и обезжиренные стыковые поверхности (эск. а) сжимают давлением, превосходящим предел текучести материала. В результате диффузионных и рекристаллизационных процессов, происходящих в зоне сжатия, поверхности прочно соединяются. Соединения внахлестку сваривают нажатием пуансонами круглого или прямоугольного сечения (точечная сварка, экс. б) или прокатыванием роликами (роликовая сварка, эск. в). Детали из цветных ме таллов (контакты, седла) приваривают к стальным деталям путем запрессовки в конические гнезда Индукционная оо< об об 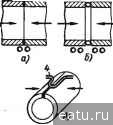 Производится нагревом соединяемых кромок с помощью индуктора 1 (эск. а), через который пропускают ток высокой частоты (5-20 кГц) с последующим сжатием кромок осадочным механизмом. При дугоконтактной сварке труб торцы труб нагревают токами противоположного направления с помощью индукторов 2, 3 (эск. б). Под действием наведенных токов на стыке образуется быстровращаю-щаяся кольцевая дуга, расплавляющая металл. Сварку завершают сжатием стыка. Индукционную сварку широко применяют в автоматизированном производстве труб (эск. в). Скатанную в трубу заготовку пропускают через индуктор 4, нагревающий стык, и сдавливают кромки трубы Диффузионная  Стык свариваемых деталей 2, 4 нагревают индуктором 3 и сжимают плунжером 1 в камере с глубоким вакуумом (10~ - 10~* мм рт. ст.) или в атмосфере нейтральных газов (аргон, гелий). Для надежного соединения достаточен нагрев до 750-800 °С. Сварке этим способом поддаются тугоплавкие, жаропрочные сплавы, металлокерамика, керамика. Для Диффузионная сварки тонких деталей из медных, алюминиевых и никелевых сплавов, а также коррозионно-стойких сталей применяют токи радиочастотного диапазона (50 - 200 кГц) Электронно-лучевая  Осуществляется в вакууме потоком электронов, испускаемых вольфрамовой спиралью 1, питаемой током высокого напряжения (250 кВ), и проходящих через кольцевой анод 2. Поток электронов фокусируют с помощью собирательных электромагнитных катушек 3. Температура в фокусе от 3000 до 10000°С; пятно нагрева от нескольких сотых миллиметра до 2-3 мм. Этим способом можно сваривать детали толщиной от нескольких десятков миллиметров до нескольких микрометров, расположенные в замкнутых объемах (сосуды, оболочки), проницаемых для электронных лучей Плазменно-лучевая  Производится струей нейтрального газа (азот, гелий, аргон), ионизированного при пропускании через электрическую дугу, горящую между вольфрамовым электродом I и водоохлаждаемым медным соплом 2. Температура по оси струи 15000-18ООО°С. В плазмотронных сварочных аппаратах газ ионизируют с помощью высокочастотного электромагнитного поля; струю плазмы формируют с помощью электромагнитных катушек. Температура струи до 40 ООО X. Плазменно-лучевой сваркой можно сваривать и резать наиболее тугоплавкие материалы (включая керамику) Ультразвуковая 3 2 1 Ультразвуковую сварку (частота колебаний 20- 30 кГц) применяют для соединения цветных металлов и пластиков. Детали сжимают вибрирующим зажимом 1, соединенным волноводом 2 с магни-тострикционным генератором колебаний 3. Высокочастотные колебания вызывают нагрев стыка и диффузионное взаимопроникновение атомов соединяемых материалов. В радиоэлектронике ультразвуковую сварку используют для соединения деталей толщиной до нескольких микрометров Лазерная Осуществляется концентрированным световым лучом, создаваемым лазером 1 (рубиновый кристалл, неодимовое стекло). Температура оси луча до ЮООСС; пятно нагрева от нескольких микрометров до нескольких сотых миллиметра. В радиоэлектронике лазерную сварку применяют для соединения деталей толщиной до нескольких микрометров 0 1 2 3 4 ... 179 |






