
|
|
|
|
Перейти на главную » Журналы 0 1 2 3 ... 179 в машиностроении сварку наиболее широко применяют для изготовления конструкций из листового проката (резервуары, емкости, бункера, отсеки, обшивки, облицовки и т. д.), из труб и профильного проката (рамные конструкции, фермы, колонны, стойки и т. д.). В последнее время сварными выполняют корпусные и базовые детали, в том числе наиболее массивные и напряженные в силовом отношении (например, станины прессов и молотов). Для упрощения изготовления часто выгоднее расчленять сложные штамповки и отливки на отдельные, более простые части и соединять их сваркой (сварно-шта.мпованные и сварно-литые конструкции). В единичном и .мелкосерийном производстве сварные конструкции применяют взамен цель-ноштампованных, когда изготовление штампов не оправдано масштабами производства, а также для удешевления производства деталей сложной формы. Хорошо свариваются низкоуглеролистые стали (<0,25%С), низколегированные стали с низким содержанием С и никелевые стали. Сварка высокоуглеродистых, средне- и высоколегированных сталей представляет известные трудности. Сварка цветных металлов (медные и алюминиевые сплавы) затруднительна из-за высокой теплопроводности, легкой окисляемости (образование тугоплавких оксидных пленок) и требует применения флюсов. Прочность сварных швов ниже прочности целого .материала вследствие литой структуры шва с характерными для литого металла дендритными и столбчатыми кристаллитами. В смежных со сварным швом участках материала, в зоне термического влияния сварки, образуется крупнокристаллическая структура. Прочность и вязкость материала сварного шва снижаются в результате попадания шлаков, образования пор и газовых пузырьков, а также от хи.мических и структурных изменений в материале шва (выгорание легирующих элементов, образование карбидов, оксидов и нитридов). Насыщение материала шва азотом воздуха даже в небольших количествах вызывает резкое снижение пластичности (рис. 1) и охрупчивание шва. В сварно.м шве и околошовной зоне возникают внутренние напряжения, обусловленные усадкой материала при остывании и вызывающие коробление изделия. Снижение прочности невелико в изделиях из низкоуглеродистых сталей (пластичность которых предотвращает появление внутренних напряжений) и не имеет большого значения в конструкциях, работающих при статической нагрузке н умеренных напряжениях, но ощутимо в циклически нагруженных конструкциях, особенно из высокопрочных сталей, чувствительных к концентрации напряжений. Влияние сварных швов на циклическую прочность характеризует график (рис. 2) сравнительных испытаний целого цилиндрического образца из низколегированной стали (кривая 1) и образца из той же стали с V-образным кольцевым сварным швом (кривая 2). Наличие шва снижает предел выносливости более чем в 2 раза (с 200 до 90 МПа). Напряжение 150 МПа, безопасное для целого образца, вызывает разрушение сварного образца уже при 3 105 циклов нагружения. Для предотвращения химических изменений в материале шва сварку производят под расплавленными флюсами или в атмосфере нейтральных и восстановительных газов. Сварка вызывает поводку изделий, тем более сильную, чем больше зона термического влияния сварки (газовая сварка) и чем больше протяженность и сечение швов. 0.05 0.15 Nj.% Рис. 1. Влияние азота на механические свойства ннзкоуглеродистон стала бс1о;нпа ?« Рис. 2. Кривые усталости образцов: 1 - целого; 2 - с круговым сварным швом Поводку предотвращают сваркой изделий в жестких приспособлениях особыми приемами наложения щва (прерывистые, многослойные, многопроходные швы, ступенчатая, обратноступенчатая сварка). Снимает поводку стабилизирующая термообработка после сварки (низкий отжиг при 600 -650Q. Механические качества сварных соединений зависят от технологии и режима, сварки и при ручной сварке во многом определяются квалификацией сварщика. При недостаточно тщательном проведении сварки и при неправильном выборе режима сварки возникают дефекты, нарушающие сплошность шва и снижающие его прочность. Для сварных соединений ручной сварки характерно рассеяние прочностных характеристик в пределах одного н того же шва, изделия и партии изделий. Ответственные сварные соединения контролируют с помощью методов магнито-, рентге-но- н гаммаграфирования. Наиболее чувствителен и точен ультразвуковой контроль. Большие партии сварных изделий подвергают выборочному контролю путем вырезки образцов, проведения технологических проб (на растяжение, изгиб, сплющивание), исследования микроструктуры и химического состава материала шва. Обзор основных видов сварки приведен в табл. 1. 1. Основные виды сварки Схема сварки Характеристика Дуговая ручная  Наиболее распространенный и универсальный способ сварки. Осуществляется дугой, горящей между плавящимся металлическим электродом I и основным металлом (зависимая дуга) (экс. а). Для защиты шва от окисления применяют толстопокрытые электроды с обмазкой, выделяющей при горении дуги жидкие шлаки и восстановительные газы (СО; Hj). Сварку угольными электродами зависимой (зек. б) или независимой (зек. в) дугой с присадочными прутками 2 применяют ограниченно, преимущественно для сварки тонкостенных изделий из цветных сплавов. Более широко применяют угольные электроды для дуговой резки (особенно, легированных сталей) Автоматическая луговая под флюсом  Применяют при больших масштабах производства для соединения деталей прямыми и круговыми швами. Сварку ведут под флюсом; электродом служит голая сварочная проволока /. Производительность процесса в 5-10 раз больше, чем при ручной дуговой сварке. Качество шва высокое. Для наложения фигурных (в плане), коротких и разбросанных швов применяют шланговые полуавтоматы с подачей сварочной проволоки по гибким шлангам В защитных газах (Газ  Производится плавящимися (эск. с) или неплавя-щимися (вольфрамовыми) (эск. б) электродами в струе нейтральных газов (аргон, гелий). Способ применяют для соединения деталей из высоколегированных сталей, титановых, никелевых, алю,миниевых и магниевых сплавов. Для сварки углеродистых сталей используют более дешевый углекислый газ Атомно-водородная  Ведется независи.мой дугой неплавящи.мися электродами в струе водорода, который, будучи активным восстановителем, эффективно предупреждает окисление шва Электрошлаковая Служит для соединения массивных заготовок (корпусные детали крупных машин, резервуары высокого давления). Шов формируется в зазоре между соединяемыми деталями за счет плавления пластинчатых электродов / под слоем синтетических шлаков. Вытекание жидкого .металла и шлаков из зазора предупреждают с помощью водоохлаждае.мых ползунов или кера.мических обкладок 2 Контактная 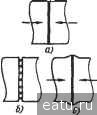 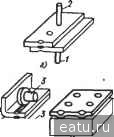 д) е) Сварку встык сопротивление.м (эск. а) применяют для соединения деталей небольших сечений. Торцы деталей сжимают гидравлическим прессом и включают ток, доводя металл на стыке до пластичного состояния. При сварке оплавление.м сначала сжимают стык небольшой силой и включают ток, в результате чего на стыке возникает большое число .микродуг, расплавляющих металл (эск. 6). После оплавления стык сжи.мают гидравлическим прессом (эск. в). Сварку оплавлением применяют для соединения деталей больших сечений, а также деталей из разнородных .материалов При точечной сварке нахлесточных соединений (эск. г) листы пропускают между неподвижным / и подвижнььм 2 электродами, которые периодически сжи,мают лксты, образуя точечный шов. Для прочноплотных нахлесточных соединений применяют шовную сварку роликовыми электрода.ми 3 (эск. Э). Тонкие листы присоединяют к .массивным деталя.м с по.мошью рельефной сварки. На листе предварительно выштамповывают зиги или пуклевки (эск. е). Детали сжи.мают между медными электродными плитами, в результате чего происходит оплавление и сварка рельефов 0 1 2 3 ... 179 |






