
|
|
|
|
Перейти на главную » Журналы 0 ... 73 74 75 76 77 78 79 ... 185  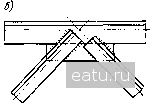 Рис. 9 17. Узлы ферм из одиночных уголков боте на Продольный изгиб и потому весьма часто применяются для длинных раскосов, но они более трудоемки при изготовлении по сравнению с Н-образными сечениями. Ширину сечения раскосов определяют расстоянием между внутренними гранями узловых фасонок; для простоты сопряжений на монтаже ширина их обычно берется на 2 мм меньше расстояния между гранями фасонок. Это можно игнорировать в расчете, но следует показывать на рабочих чертежах. § 8. конструкции легких ферм 1. Общие требования к конструированию Чтобы избежать дополнительных напряжений от расцентровки осей стержней в узлах, необходимо стремиться центрировать стержни в узлах по осям, проходящим через их центры тяжести с округлением до 5 мм (рис. 9.17). Узловые моменты, являюшиеся следствием расцентровки стержней в узлах, определяются как произведение нормальных усилий стержней и внешних узловых сил на их плечи до точки пересечения осей пояса и одного или двух раскосов. Резку стержней решетки производят, как правило, нормально к оси стержня, для крупных стержней допускают косую резку с целью уменьшения размеров фасонок. Чтобы уменьшить сварочные напряжения в фасовках, стержни решетки не доводятся до поясов на расстояние а = =6/!20мм, но не более 80мм (здесь/ - толщина фасонки в мм) (рис 9.18). Между торцами стыкуемых элементов поясов ферм, перекрывав мых накладками, следует оставлять зазор не менее 50 мм (рис. 9.19) Толщину фасонок выбирают в зависимости от величины действую щих усилий (табл. 9.2) и принятой толщины сварных швов. При значи тельной разнице усилий в стержнях решетки можно принимать две тол щины в пределах отправочного элемента. Допустимая разница толщин фасонок в смежных узлах равна 2 мм. Необходимо стремиться к простейшим очертаниям фасонок, чтобы упростить их изготовление и уменьшить количество обрезков. Стропильные фермы пролетом 18-36 м разбивают на два отправочных элемента с укрупнительными стыками в средних узлах. Стыки для удобства ук-рупнительной сборки и изготовления целесообразно проектировать так, чтобы правая и левая полуфермы были взаимозаменяемы (рис. 9.20, а, б). При проектировании ферм со стержнями из широкополочных двутавров и тавров, из замкнутых гнутосварных профилей или из круглых труб надо пользоваться специальными руководствами, разработанными различными организациями (ЦНИИПроектстальконструкция им. Н. П. Мельникова, ЦНИИСК им. В. В. Кучеренко и др.). 2. Фермы из одиночных уголков В легких сварных фермах из одиночных уголков узлы можно проектировать без фасонок и стержни решетки приваривать непосредственно к полке поясного уголка угловыми швами (см. рис. 9.17). Для сближения с одной плоскостью центров тяжести решетки и поясов целесообразно прикреплять к внутренней грани полки пояса (рис. 9 17, б). Уголки следует прикреплять обваркой по контуру. Допускается приварка уголка одним фланговым (у обушка) и лобовыми швами. Допускается центрация осей стержней решетки на обушок пояса (рис. 9.17,а). Если для прикрепления стержней решетки непосредственно к полке поясов не хватает места, то к полке пояса приваривают планку (рис. 9.17, б), создающую в узле необходимое уширение. Швы, прикрепляющие уголок, рассчитывают в соответствии с указаниями §4 гл. 5. 3. Фермы из парных уголков В фермах со стержнями из двух уголков, составленных тавром, узлы проектируют на фасонках, которые заводят между уголками. Стержни решетки прикрепляют к фасонке фланговыми швами (см. рис. 9.20). При креплении фланговыми швами требуемые площади швов распределяются по обушку и перу уголка обратно пропорционально их расстояниям до оси стержня (см. гл.5, §4). Разность площадей швов регулируется толщиной и длиной швов. Концы фланговых швов выводят на торцы стержня на 20 мм. К поясу фасонки рекомендуется прикреплять сплошными швами минимальной толщины. Где это возможно, фасонки выпускают за обушки поясных уголков на 10-15 мм. Швы, прикрепляющие фасонку к поясу, рассчитывают на разность усилий в смежных панелях пояса (рис. 9.18, е): iV = iV2 --Vi- (9-24) В-месте опирания на верхний пояс прогонов (рис. 9 18, е) или кровельных плит (рис.9.18, г) фасонки не доводят до обушков поясных уголков на 10-15 мм, и это место не заваривают. Чтобы прикрепить прогоны, к верхнему поясу ферм приваривают уголок с отверстиями для болтов (рис. 9.18, е). В местах опирания крупнопанельных плит верхний пояс стропильных ферм усиливают накладками толщиной /=12 мм, если толщина поясных уголков менее 10 мм при шаге ферм 6 м и не менее 14 мм при шаге ферм 12 м. Во избежание ослабления сечения верхнего пояса не следует приваривать накладки поперечными швами. Если к узлу приложена сосредоточенная нагрузка (рис. 9. 18, е), то швы, прикрепляющие фасонку к поясу, воспринимают равнодействующее усилие от давления нагрузки F и разности усилий в смежных пане- Таблица 9.2. Рекомендуемые толщины фасонок
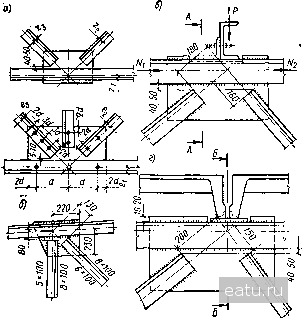 В-Б  Рис. 9.18. Узлы ферм из парных уголков а - центрирование стержней: б - узел при раскосной решетке, d - прикрепление прогонов, г - при крепление крупнопанельных плит 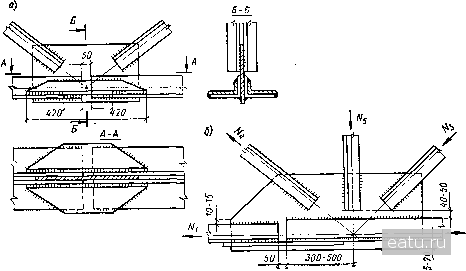 Рис. 9.19 Заводские стыки нижнего пояса фермы а - уголковыми накладками, 6 - листовыми накладками 1Ш J-Lj 1 лях. в этом случае требуемую площадь щвов (при нагрузке F, перпендикулярной поясу) можно определить из формулы а = 1/[(-)+П 1Ж < (Г УТ Pimm V. (9.25) где Ейш/ш - суммарная расчетная площадь швов Зная длину швов, по формуле (9.25) можно получить катет углового шва кш- Задавшись катетом углового шва km, можно получить требуемую длину швов. 0 ... 73 74 75 76 77 78 79 ... 185 |
|||||||||||||||||||||||||||||||






